五粮浓香中那一点点不同
来源:好酒地理局
上世纪80年代,随着浓香版图的飞速扩大,“川酒”几乎成为全国浓香型酒企的风味模板和目标。
许多酒企选择从川内直接购买调味基酒,宜宾原酒厂顺势而生如雨后春笋。
它们以五粮为底色,又各有亮眼之处。或生产工艺因地制宜,或储存方式与众不同,或以“科技创新”对标头部酒企,或选择在“浓香窝子”里潜心酿造清香和酱香……

规模有大小,产量有高低,但这些酒企能在如此“挑剔”的时代仍站得稳当,其背后“一点点”的不同或许正是生存之道。
高洲:“大王”的使命
一座酒都,两个“大王”,大王之间也渊源颇深。
上世纪80年代,前身为五粮液联办酒厂的高洲,所产基酒全部交由五粮液,这意味着,在生态环境、酿造工艺和酒体品质上,高洲与五粮液一脉相承。1992年之前,五粮液的浓香中都有高洲的助力。

|高洲原酒曾成就了诸多名酒,被誉为“名酒背后的巨人”
高洲横卧在一个狭长的山谷里,山谷形状像是一个东西宽,南北窄的小盆地。
在植被密集分布的厂区内,蝉鸣声不绝于耳。主干道两端是五颜六色的植物,从省外运来的金桂、银杏等茁壮生长。
非绿化区的生产车间旁,也栽满了各式桂花,侧面还伴有许多楠竹。巨大的金潭湖如绿色中的明珠,水质清透、鲜亮。

|高洲厂区内的金潭湖
在毋庸置疑的酿酒生态下,高洲稳定增长的高产能逐渐塑造了和谐的酿酒微生态。
如今的高洲,酒质只会更为醇美。
在高洲的生产负责人田永康看来,五粮工艺不可挑剔、无可替代。但在自然地域有差别的前提下,几十年的生产,令高洲逐渐完善了更符合自身特色的工艺。

如原粮方面,高洲将大米和糯米的使用量提至40%,令酒体甜味更盛;再如大规模、连续使用的老窖池成为高洲的“窖泥自信”。
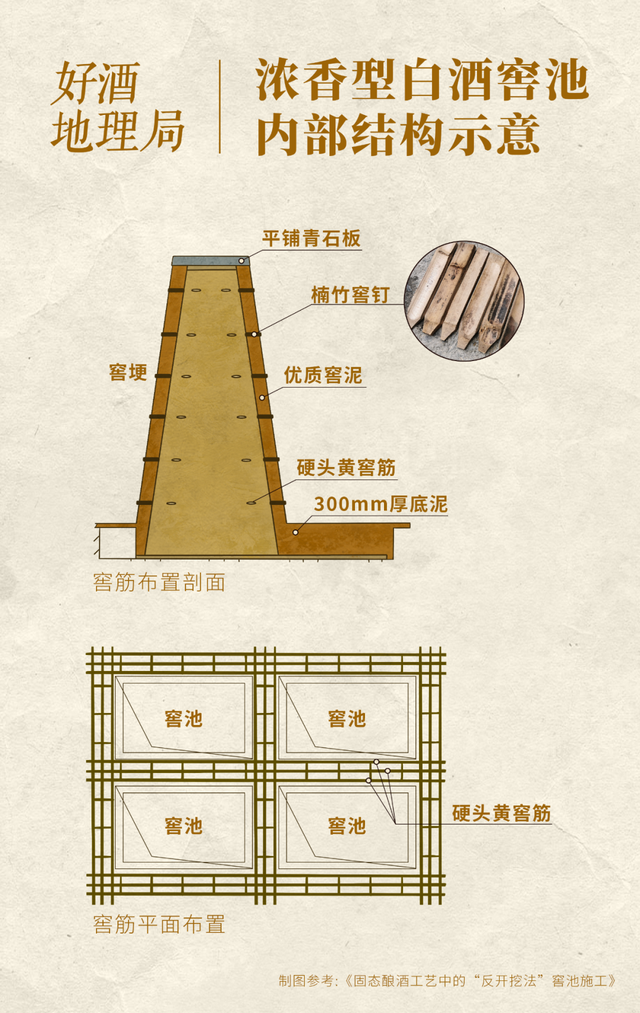
其实,筑窖技艺更是高洲的“技术自信”。高洲的窖穴内空科学,最大限度扩大糟醅接触面,令酒体窖香浓郁。窖池内部的窖钉和窖筋,分别采用当地生长一年以上的楠竹和硬头黄竹。
相比于石头,竹子不会阻隔微生物在窖池之间的流动,更不会产生对酿酒微生物不利的物质。其窖池用硬头黄竹搭建起五层窖筋,再用黄泥填充,稳固耐用,不易垮塌。
 制图/好酒地理局视觉中心
制图/好酒地理局视觉中心其实,这476口老窖池、6位国评、10万吨优质产能就是高洲的底气。
做好稳定品质的带头示范,迈出品牌化转型的崭新脚步或许是当下原酒“大王”的使命。
永乐古窖:将深埋的老酒和文化“启封”
1403年,明成祖朱棣(年号永乐)登基,万氏族人万达兴在宜宾的公馆坝地区建立万氏糟房头,拥有“天下美酒出糟坊,君爱民喜传四方”的美名,成为永乐古窖的源起。

|酒厂内的糟房头老作坊遗址,有着600多年的酿酒历史
1985年,时任酒厂厂长阳治国三顾红学会,成功注册“红楼梦”商标,又在两年后,借87版《红楼梦》名噪一时。
“国务院嘉奖令”“中国驰名商标”“中国文化名酒”;“糟房头”遗址入选《中国世界文化遗产预备名单》;传统酿造工艺在2014年入选《四川非物质文化遗产名录》……
种种称号都见证着当年红楼梦酒的风光无两。
2011年,四川省考古研究院对明代“糟房头”遗址进行了发掘和考证。
该遗址被考古专家认定为“迄今为止,四川省第一次发掘出使用年代最早、要素最全、最单纯、出土文物品级最高的酿酒作坊遗址”。

这些由石板、石条垒砌的酿酒窖池,以及配备的石臼、石碾槽、石秤砣等生产工具,生动地展现了明代白酒酿造工艺。
走进建于1982年的传统手工酿造车间,木制的房顶下,1026口40多年的窖池不间断生产。“老工艺、老窖池、老原酒”,离不开“地藏”这一永乐古窖最为特殊的贮存工艺。
地藏储酒室内,一排排陶坛被泥土埋至坛口,仿佛“长”在土中。这里有万坛贮藏了三十多年的原酒。而露天地藏的区域草木茂密。

|永乐古窖的总经理吴嘉壕也提到,不做修剪的植被起到了一定的遮阳作用,对原酒老熟有利。
室内的陶坛用红油纸密封,室外陶坛上四四方方的盖板,同样起到了防止坛口的密封材料不容易被损坏的作用。
地藏的环境需要“控温”且保持了一定的湿度,与洞藏或窖藏的储存环境相似,促使原酒的醇化老熟和质量的提升。

崭新的品牌、传承的技艺、宝贵的窖池。
如今重组整建,厂区门口立着融入了明代设计的崭新大门。永乐古窖正重新擦亮老办公楼上的“红楼梦”牌匾,一步步拾起尘封的辉煌与文化记忆。
南溪酒业:当五粮浓香遇上“酒界卷王”
站在南溪酒业办公大楼的最顶层,隔着落地窗向外眺望,万里长江的第一道弯就这么直观地在眼前流过。
12年前,劲牌投资的浓香生产基地选址于南溪,或许就是因为这 “江湾生态”。背靠生态,厂区主动投入超过8000万的绿化成本,十几万棵树木在优越的环境中四季常青。

|南溪酒业的厂区与江湾的直线距离仅有300米
正如随处可见的标语“古法智酿”一般,从诞生那天起,机械化、自动化、信息化、智能化酿酒就贯穿了南溪酒业的始终。
占地100亩的车间共有3个,每个车间年产1万吨。但加上管理层,每个车间只有100多个工作人员。作为对比,若是纯手工酿造,万吨酒所需的酿酒工人至少上千。
在这里,现代化工具成为人最好的助力。

在宜宾的几天里,这里是整个产区唯一仍在生产的酒企。因为车间内空调全覆盖,主动调节厂内温度,能达到一年365天24小时不停产,这是何等“恐怖”的生产力。
普通浓香窖池以泥封顶,而南溪酒业选择用不锈钢盖代替封窖泥,四周设有凹槽,将酒液倒入缝隙里,密封效果更好。

|用不锈钢盖封顶的窖池,更提升了酿酒车间视觉上的“现代感”
除了窖顶,窖池的规格也更大。机械起糟不用考虑人力所能及的深度极限,所以,在保证了厌氧环境的基础上,这里的窖池会更深。
起窖后,糟醅被运往“静态摊凉”的传送带,高温的糟醅在空调、风扇、和旋转翻动的机器的共同作用下达到统一且理想的温度。
上甑环节所用的,已经是南溪酒业的第四代机器人了。机械臂仿佛拥有更多的“关节”,转身、抬手、旋转都像人手般灵活。为模拟人工,机械臂上有一些“眼睛”,来保证距离(与糟醅保持20厘米)、铺散的均匀性和温度。

机器人上端天花板甚至有废气的收集处理系统,这让来参观的洋河、古井贡酒等企业直呼被“卷”到了。
出酒时,人工的重要性不言而喻。在馏酒管道的末端连接了不同的收集器,需要人工与机器合力判断出酒质量,从而流往不同的方向。

提及产能和储能,这个数字引起了众人的注意。
25000吨的年产能,储能却达到15万吨。过去十年内,产出的原酒全部被分级储存于陶坛中。
藏酒洞是在原有山洞的基础上扩建改造的,洞内非常潮湿,瓷砖上被水浸过一般,脚踩过甚至有水花声。

|只产不卖是为了让酒体充分老熟,提升酒液质量
如此苛刻的品质标准带来极高的成本,酒界卷王当之无愧。